Mavitec Environmental, in collaboration with our partners, is providing technology for the final stage of resource recovery at the Dem-Con HZI BioEnergy, LLC (DCHZI) renewable gas project. This facility is part of the Louisville Township Renewable Gas Project, a large-scale anaerobic digestion facility located in Louisville Township, Minnesota, USA.
The project is developed by Kanadevia Inova, a global provider of waste-to-energy and renewable gas solutions. The plant is designed to process up to 75,000 tons of organic material annually, converting organic waste into biogas, while the resulting solid digestate is further processed into biochar as part of the overall system.
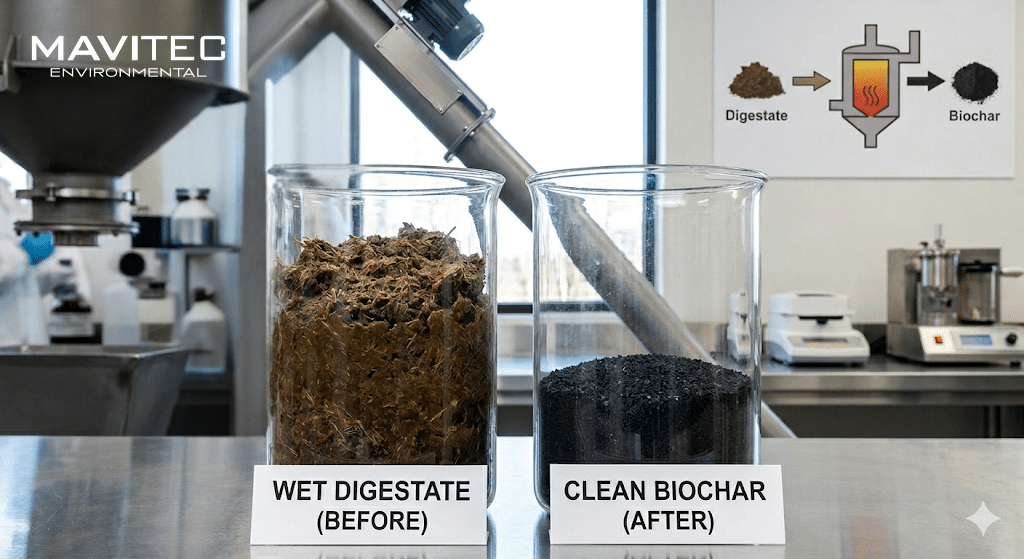
Proven thermal conversion of digestate
At this facility, organic waste is processed through high-solids anaerobic digestion (HSAD), producing approximately 200,000 MMBtu of renewable natural gas (RNG) annually. Following digestion, Mavitec technology is used in the thermal conversion of solid digestate into biochar.
This process has been tested at existing full-scale facilities, demonstrating reliable performance in converting residual materials, such as compostable packaging, that cannot be fully treated through digestion alone. The facility is expected to generate around 8,000 tons of biochar each year.
Addressing persistent contaminants
An important benefit of this integrated approach is its potential to reduce contaminants. The gasification process used to produce biochar, together with its application in soil remediation, has shown potential in reducing perfluoroalkyl and polyfluoroalkyl substances (PFAS), a group of persistent “forever chemicals”.
Biochar: from residual to resource
Biochar is a stable, renewable product with a wide range of applications, including remediation projects, filtration, and use as a soil amendment to improve moisture and nutrient retention. It also contributes to carbon sequestration, helping to reduce the overall environmental impact of the process.
Environmental Integrity and Compliance
To ensure the facility meets local environmental standards, the installation includes a dedicated odour treatment system. This supports compliance with Minnesota’s air quality requirements while maintaining reliable plant performance.
Interested in how this approach could be applied in your operation? Feel free to contact our team.
Funding for this project was provided by the Minnesota Environment and Natural Resources Trust Fund as recommended by the Legislative-Citizen Commission on Minnesota Resources (LCCMR). This project was also made possible by a grant from the Minnesota Department of Commerce. Once operational, funding for Ramsey/Washington Recycling & Energy’s (R&E) access to the Dem-Con HZI BioEnergy, LLC facility will be supported by the State of Minnesota through the State Competitiveness Fund Matching Funds Program